

ATOX拉杆头、凹凸密封安装方案
Publishdate:2017-11-09 Views:93
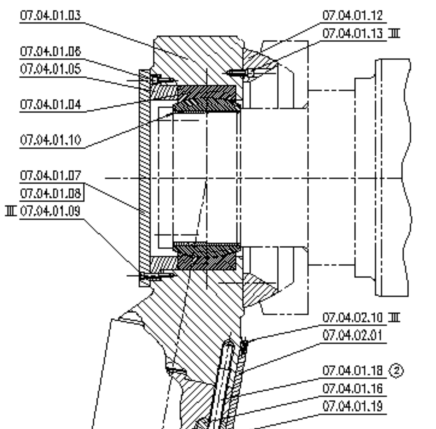
图1
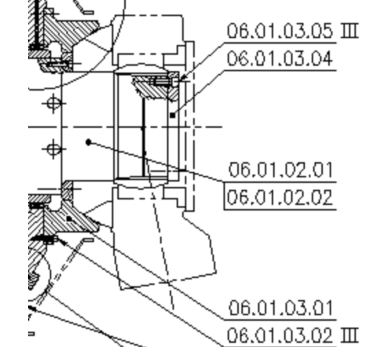
图2
一、工器具
| 序号 | 名称 | 型号 | 数量 | 用途 |
| 1 | 扭力扳手 | 0-1000NM | 1件 | 紧固M24内六角螺栓用 |
| 2 | 内六角扳手 | 1套 | 拆除紧固各种内六角螺栓用 | |
| 3 | 薄型千斤顶 | 50T | 2台 | 拆除拉杆头用 |
| 4 | 手动泵 | 0-1500bar | 1台 | 配套高压油管,拆除锥套用 |
| 5 | 手拉葫芦 | 2T | 2台 | 拆装拉杆头、凹面密封等 |
| 6 | 塞尺 | 200 | 2件 | 检测凹凸密封间隙 |
| 7 | 深度尺 | 200 | 1件 | 测量GE380内圈与主轴端面间隙 |
| 8 | 吊车 | 15T | 1台 | 起吊拉杆头等 |
| 9 | 液压螺母 | M33 | 1台 | 拆拉杆螺栓用 |
二、人员配置
| 位置 | 人数 | 工作任务 |
| 磨内 | 2 | 负责拆除磨辊护套、扭力杆护套、拉杆头护套等 |
| 磨外 | 2 | 拆开检修门、拆除拉杆护套、拉杆螺栓等 |
三、施工方案
拆卸拉杆头、凹凸密封:
1、将磨辊落至磨盘,办理停电手续。
2、磨内拆除磨辊护套、拉杆头护套、扭力杆护套。
3、磨外打开检修门,拆除上下部密封板及拉杆护套。
4、使用M33液压螺母拆除拉杆与拉杆头连接螺栓。
5、使用千斤顶拆除拉杆头与扭力杆连接销轴(GE140轴承须摆正)。
6、拆除拉杆头端面压盖及GE380轴承压盖。
7、将手动泵高压油管接入磨辊主轴端面油孔。
8、利用手拉葫芦将拉杆头拉住。
9、拉杆头上下部位安装千斤顶,在手动泵打压同时利用千斤顶将拉杆头顶出(GE380轴承须摆正)。
10、将拉杆头吊至地面及拆除凹面密封。
安装拉杆头、凹凸密封:
1、组装新拉杆头及GE380关节轴承,将拉杆头加热后装入轴承。
2、拉杆头冷却后组装轴承压环及凸面密封,凸面密封注意与拉杆头中心找正。
3、安装凹面密封,使用塞尺检测凹面密封与磨辊外端盖定位孔四周间隙以保证凹面密封与端盖中心对中。
4.1、将拉杆头总成(锥套暂时不装)直接安装到磨辊主轴,将0.8mm塞尺2把塞入凹凸密封之间(对角位置),将拉杆头总成通过人工推入主轴使凸面密封压紧塞尺。
4.2、使用深度尺测量GE380轴承内圈与磨辊主轴端面距离X(mm),凸面密封端面需车削X厚度;5.1、将拉杆头总成(锥套暂时不装)直接安装到磨辊主轴,将0.8mm塞尺2把塞入凹凸密封之间(对角位置),将拉杆头总成通过人工推入主轴使凸面密封压紧塞尺。如果塞尺不能压紧,说明凸面密封端面需要增加垫片,此时使用塞尺测量凹凸密封实际间隙Y(mm)。
5.2、增加垫片厚度h=(Y-0.8)/0.4。
6、将调整好的凸面密封与拉杆头进行组装,将锥套装入GE380轴承内部(小内径端朝外)。
7、将组装好的拉杆头总成安装至磨辊主轴,利用GE380轴承压盖及使用扭力扳手紧固,直至到达M24螺栓标准扭矩560NM。
8、使用深度尺测量磨辊主轴端面与锥套端面距离H,将GE380轴承端盖按照锥套内外直径尺寸车削深度H的槽,检查车槽后的端盖与主轴端面间隙<0.05mm。
9、安装拉杆头端盖、拉杆螺栓、磨辊护罩等。
10、立磨运行8H、24H、72H后复紧拉杆螺栓及GE380压盖螺栓。
图1
图2
一、工器具
| 序号 | 名称 | 型号 | 数量 | 用途 |
| 1 | 扭力扳手 | 0-1000NM | 1件 | 紧固M24内六角螺栓用 |
| 2 | 内六角扳手 | 1套 | 拆除紧固各种内六角螺栓用 | |
| 3 | 薄型千斤顶 | 50T | 2台 | 拆除拉杆头用 |
| 4 | 手动泵 | 0-1500bar | 1台 | 配套高压油管,拆除锥套用 |
| 5 | 手拉葫芦 | 2T | 2台 | 拆装拉杆头、凹面密封等 |
| 6 | 塞尺 | 200 | 2件 | 检测凹凸密封间隙 |
| 7 | 深度尺 | 200 | 1件 | 测量GE380内圈与主轴端面间隙 |
| 8 | 吊车 | 15T | 1台 | 起吊拉杆头等 |
| 9 | 液压螺母 | M33 | 1台 | 拆拉杆螺栓用 |
二、人员配置
| 位置 | 人数 | 工作任务 |
| 磨内 | 2 | 负责拆除磨辊护套、扭力杆护套、拉杆头护套等 |
| 磨外 | 2 | 拆开检修门、拆除拉杆护套、拉杆螺栓等 |
三、施工方案
拆卸拉杆头、凹凸密封:
1、将磨辊落至磨盘,办理停电手续。
2、磨内拆除磨辊护套、拉杆头护套、扭力杆护套。
3、磨外打开检修门,拆除上下部密封板及拉杆护套。
4、使用M33液压螺母拆除拉杆与拉杆头连接螺栓。
5、使用千斤顶拆除拉杆头与扭力杆连接销轴(GE140轴承须摆正)。
6、拆除拉杆头端面压盖及GE380轴承压盖。
7、将手动泵高压油管接入磨辊主轴端面油孔。
8、利用手拉葫芦将拉杆头拉住。
9、拉杆头上下部位安装千斤顶,在手动泵打压同时利用千斤顶将拉杆头顶出(GE380轴承须摆正)。
10、将拉杆头吊至地面及拆除凹面密封。
安装拉杆头、凹凸密封:
1、组装新拉杆头及GE380关节轴承,将拉杆头加热后装入轴承。
2、拉杆头冷却后组装轴承压环及凸面密封,凸面密封注意与拉杆头中心找正。
3、安装凹面密封,使用塞尺检测凹面密封与磨辊外端盖定位孔四周间隙以保证凹面密封与端盖中心对中。
4.1、将拉杆头总成(锥套暂时不装)直接安装到磨辊主轴,将0.8mm塞尺2把塞入凹凸密封之间(对角位置),将拉杆头总成通过人工推入主轴使凸面密封压紧塞尺。
4.2、使用深度尺测量GE380轴承内圈与磨辊主轴端面距离X(mm),凸面密封端面需车削X厚度;5.1、将拉杆头总成(锥套暂时不装)直接安装到磨辊主轴,将0.8mm塞尺2把塞入凹凸密封之间(对角位置),将拉杆头总成通过人工推入主轴使凸面密封压紧塞尺。如果塞尺不能压紧,说明凸面密封端面需要增加垫片,此时使用塞尺测量凹凸密封实际间隙Y(mm)。
5.2、增加垫片厚度h=(Y-0.8)/0.4。
6、将调整好的凸面密封与拉杆头进行组装,将锥套装入GE380轴承内部(小内径端朝外)。
7、将组装好的拉杆头总成安装至磨辊主轴,利用GE380轴承压盖及使用扭力扳手紧固,直至到达M24螺栓标准扭矩560NM。
8、使用深度尺测量磨辊主轴端面与锥套端面距离H,将GE380轴承端盖按照锥套内外直径尺寸车削深度H的槽,检查车槽后的端盖与主轴端面间隙<0.05mm。
9、安装拉杆头端盖、拉杆螺栓、磨辊护罩等。
10、立磨运行8H、24H、72H后复紧拉杆螺栓及GE380压盖螺栓。
